

Custom Search
|
|

|
||
 MIL-HDBK-419A
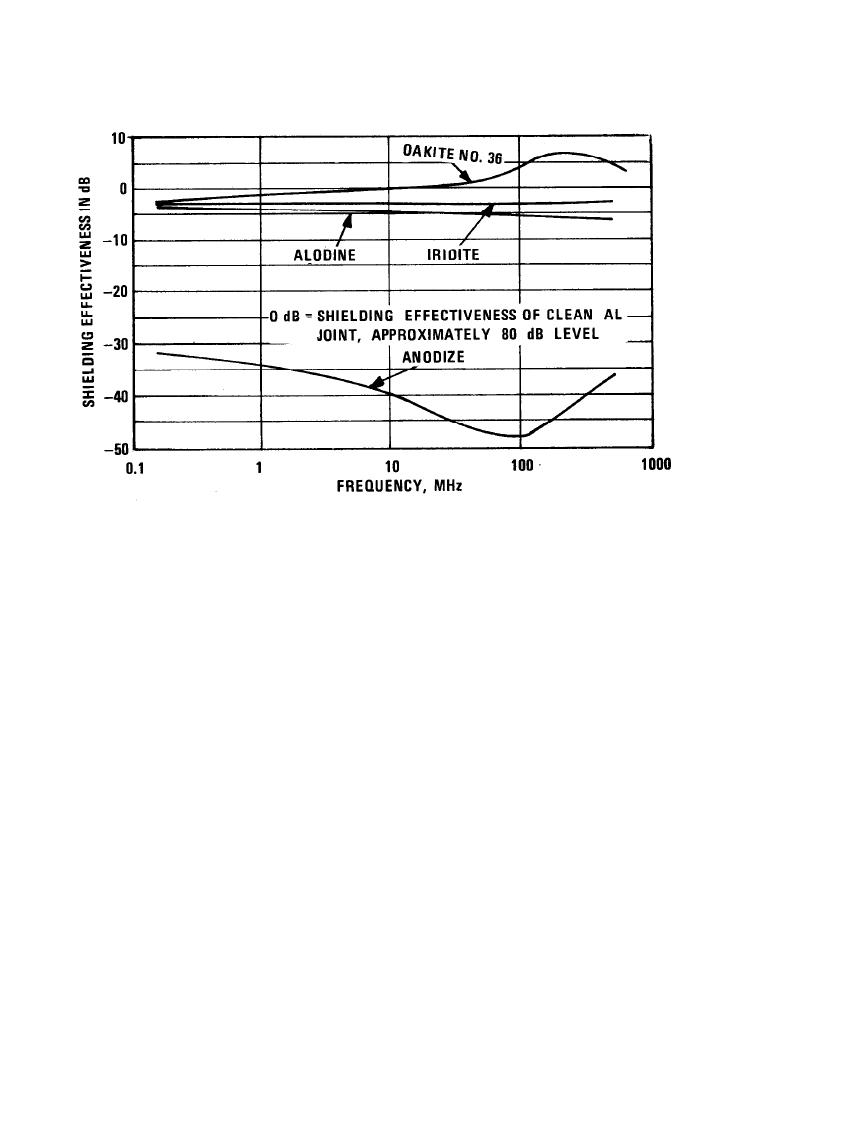
Figure 8-22. Shielding Effectiveness Degradation Caused by Surface Finishes on Aluminum (8-4)
There are often occasions when good temporary bonds must be obtained. Bolts, screws, or various types of
clamp and slide fasteners have been used for this purpose. The same general requirements of clean and
intimate contact of mating surfaces, and minimized electrolytic (cathodic) effects apply to temporary bonds as
well. Positive locking mechanisms that ensure consistent contact pressure over an extended period of time
should be used.
Bolts, nuts, screws, and washers that must be manufactured with material different from the surfaces to be
bonded should be higher in the electromotive series than the surfaces themselves so that any material migration
erodes replaceable components.
A critical factor in temporary bonds (and in spot-welded permanent bonds as well) is the linear spacing of the
fasteners or spot welds. Figure 8-23 provides an indication of the sensitivity of this parameter for a 1.27 cm
(1/2-inch) aluminum lap joint at 200 MHz. The shielding effectiveness shown in 2.54 cm (1-inch) spacing is
about 12 dB poorer than an identical configuration incorporating a 1.27 cm (1/2-inch) wide monel mesh gasket;
the effectiveness at 25.4 cm (10-inch) spacing is about 30 dB poorer than that with the same gasket. Use of
conductive gaskets for this and other applications is discussed in the next section.
Similar techniques to those just described can be employed in connection with seams in magnetic materials.
Permanent seams can be butt or lap, continuous or spot welded using an electric arc in an argon or helium
8-44
|
 
|
|
|
||










