
| Tweet |

Custom Search
|
|

|
||
 REBUILDING AND HARD-FACING CRUSHER
ROLL SHELLS (Continued)
When to Reapply Hard-facing
Additional hard-facing should be applied after 70-80
percent of the previous overlay has worn away, but
before the base metal is exposed. Hard-facing can be
repeated several times, depending on how much of the
previous overlay is allowed to wear away. Generally,
wear is uneven and eventually excessively thick hard
metal deposits on some areas of the roll may span.
When this occurs the roll should be allowed to wear
until all the hard metal is gone and the shell casting has
been worn 1/8 - 3/16 in. The roll can then be restored
to size with recommended buildup alloys. After
rebuilding the shell should be overlaid with a
wear-resistant alloy. If sufficient welding time is
available, all striping should be reapplied.
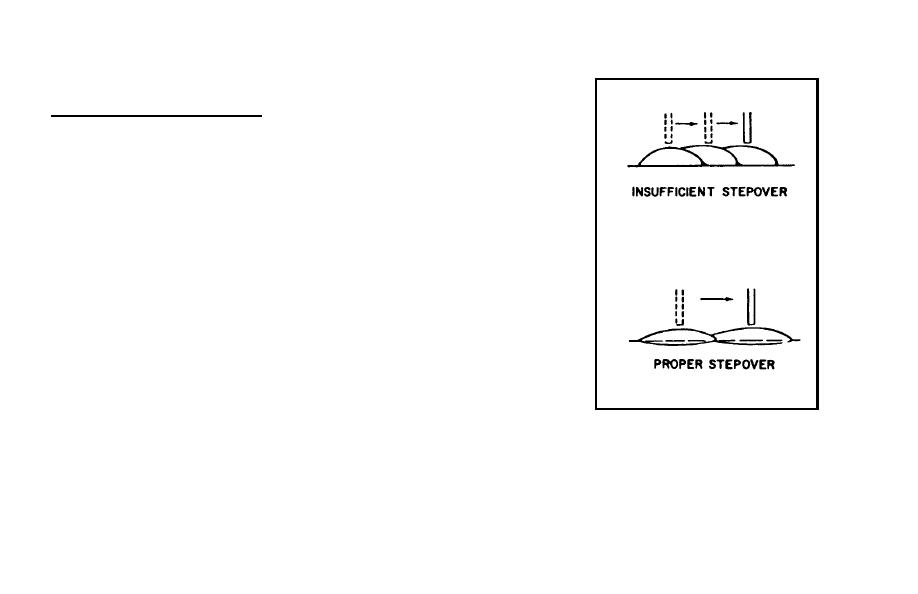
If time is limited, apply only every second or third
FIGURE 2-65. Insufficient and Proper Stepover
gripper bead. Do not apply more welding beads to one
Techniques Examples
side or section of the roll than another. This will put
the roll out of round, reduce sizing efficiency, and
accelerate wear on other crusher components.
2-71
|
 
|
|
|
||




