
| Tweet |

Custom Search
|
|

|
||
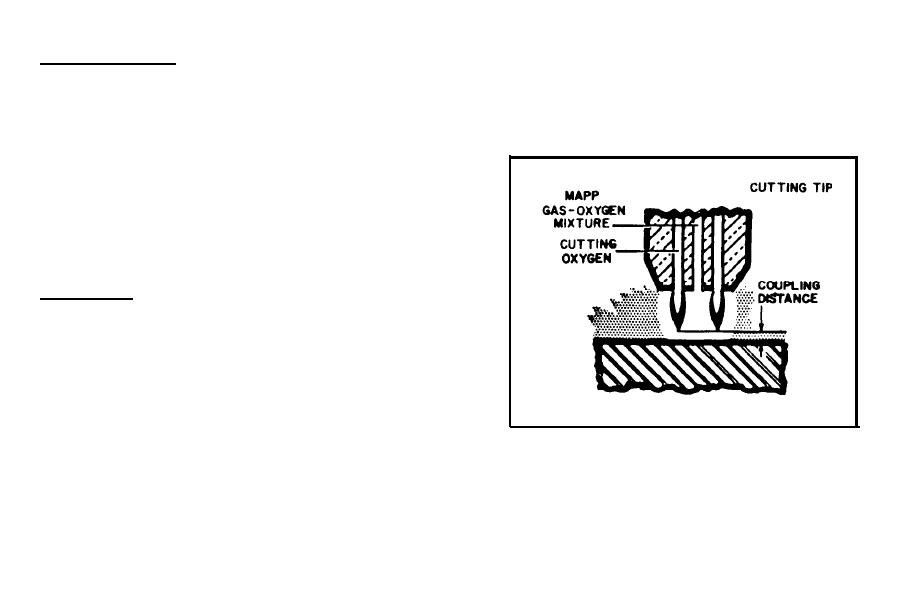 Coupling Distance (Continued)
in. thick, acute lead angles offer no advantage and
Keep preheat cones about 1/16 - 1/8 in. off the surface
should be cut with the torch perpendicular to the
of the work when using MAPP gas to cut ordinary
workpiece surface.
plate thicknesses of 2-3 inches. Let the preheat cones
impinge on the surface for faster preheating for
piercing, or very fast starts. Above 6 in. plate
thickness, increase the coupling distance to get more
heat from the secondary flame cone as the secondary
MAPP gas flame preheats thick plates far ahead of a
cut. For material 12 in. thick or more, use a coupling
distance of 3/4 to 1-1/4 in. long.
Torch Angle
The torch angle, or lead angle is the acute angle
between the axis of the torch and the workpiece
surface when the torch is pointed in the direction of the
cut (Figure 4-4). When cutting light-gauge steel (up to
1/4 in. thick) a 40-50 degree torch angle allows much
faster cutting speeds than a torch mounted
perpendicular to the plate. Speed can be increased on
FIGURE 4-3. Correct Measurement
plate up to 1/2 in. thick by increasing the torch lead
of Coupling Distance
angle to 60-70 degrees. When cutting plate over 1/2
4-16
|
 
|
|
|
||




